The hard limits
Single-print envelope and core machine specs. Larger parts run as assemblies or multi-part builds — tell us the part and we'll tell you whether it fits in one piece.
| Max build volume | 220 × 220 × 250 mm |
|---|---|
| Layer resolution | 0.1 – 0.4 mm · 0.2 mm standard |
| Primary material | PA12 CF — carbon-fiber reinforced nylon 12 |
| Also runs | PA6 · PETG · PLA |
| File formats | STL · STEP · 3MF |
| Minimum order | 1 unit — no minimum run size |
| RFQ response | Within 24 hours |
| Typical lead time | 3–5 business days from approval |
Material deep dive
PA12 CF is what we run internally — field-validated, fuel and oil resistant, load-bearing. But not every part needs that. Match the material to the requirement and the budget. If you're not sure, tell us what the part does and we'll recommend.
PA12 CF
EngineeringPA6
EngineeringPETG
Consumer+PLA
ConsumerGeometries we're good at
Additive earns its keep on the parts that can't be machined or cast. This is where the process — and the in-house experience behind it — actually pays off.
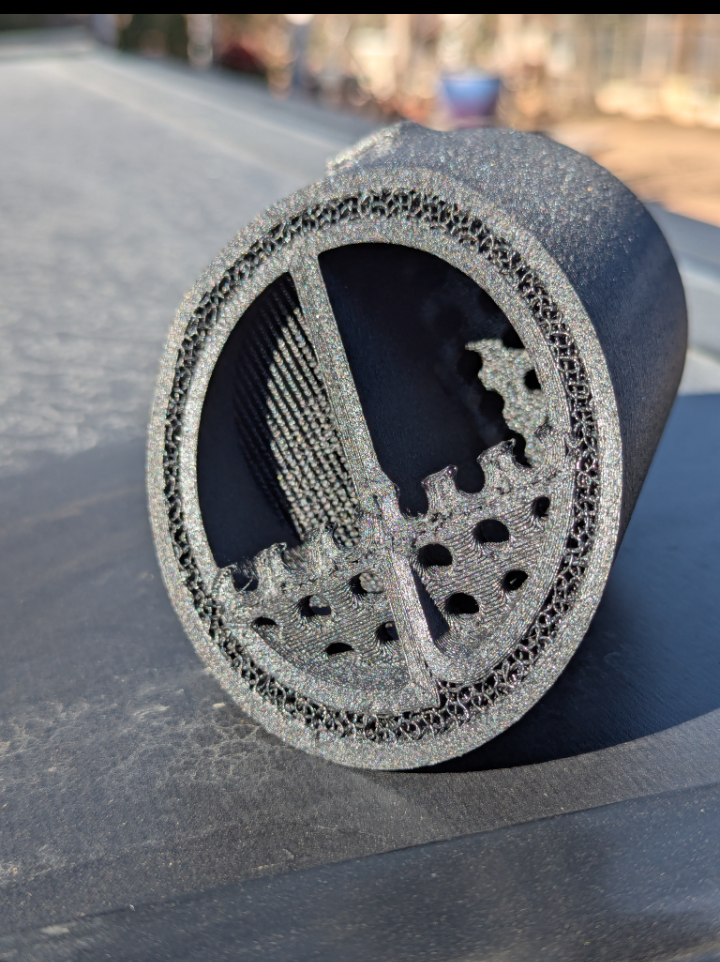
Internal channels & baffling
Multi-stage separation paths and flow geometry printed as one sealed piece — the kind of internal structure you can't drill, cast, or machine.
Complex overhangs
Steep, unsupported geometry resolved through print orientation and slicer strategy instead of forcing a redesign.
Print-in-place features
Barbs, captive features, and assembled-in-place parts that come off the plate ready to use — no secondary assembly.
Thin walls
Sealed thin-wall sections built on the overextrusion sealing and microporosity work proven out across the PRESION generations.
Press-fit holes
Bores dialed for bushings and bearings — the PA12 CF suspension rockers run bronze bushings in printed seats.
Threaded inserts
Heat-set insert bosses and AN / ORB interfaces where the part has to mate with metal fitting hardware.

How we hold a dimension
Achievable tolerance on a fused-deposition part depends on the material, the geometry, and the orientation — anyone who quotes you a single blanket number across every part is selling you one they can't actually hold. We don't do that. Tell us the critical dimensions and tolerances in your RFQ and we hold the part to your spec, not to a marketing figure.
Critical features are checked against your callouts at post-print inspection before anything ships — dimensions verified, visual defects flagged. New geometries get a first article inspection in AS9102 format, and dimensional verification happens at gated checkpoints through the build, not only at the end. Press-fits, bores, and threaded interfaces are dialed in per part. If a fit matters, say so up front and we design and inspect for it.
Quality system
Every capability above runs under the same documented system. AS9100-aligned, not certified — the accurate claim, and the one we'll stand behind in any supplier evaluation.
Our Quality Manual, Standard Operating Procedures, and Approved Vendor List are available to customers and qualified prospects on request. Contact [email protected]
Ready to get a quote?
Send the file, the quantity, and the timeline. We respond within 24 hours with a quote, an orientation plan, and any DFM notes — no surprises on delivery.
Send an RFQ →